厦门坜鑫源科技有限公司
主营产品:钣金加工,激光切割,折弯加工,金属加工,模具销售
首页
企业介绍
产品展示
商情信息
新闻中心
在线留言
产品相册
联系我们
您当前的位置:
首页
>
产品展示
>>
冲压折弯加工-钣金加工-管件折弯-折弯加工
产品展示
Products
数控折弯加工-钣金件冲压折弯加工-管件折弯-钢板折弯加工
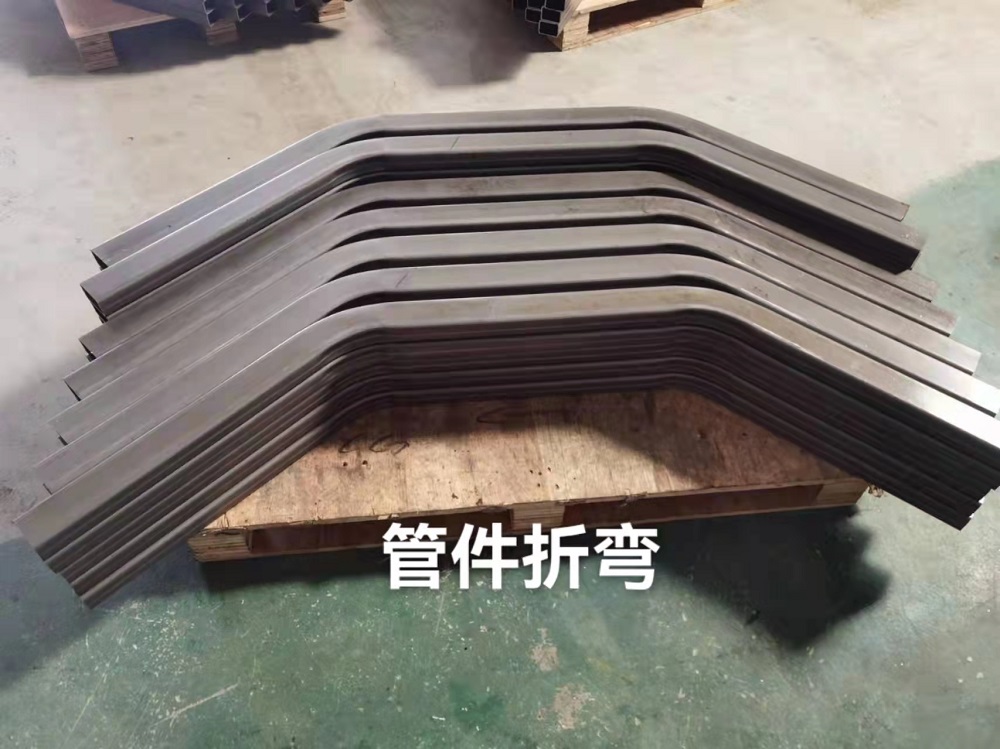
冲压折弯加工-钣金加工-管件折弯-折弯加工
激光切割折弯厂家-激光切割折弯后的钣金件-厦门坜鑫源
厦门激光设备维修-激光设备维修厂家-厦门坜鑫源
弯管加工厂家-厦门海沧区弯管加工服务-厦门坜鑫源
商情展示
Business
福州精密五金加工制造厂
莆田手工五金加工定做
湖里窗户五金加工工厂
厦门汽配五金加工哪家好,音响五金加工设施
平和金属钣金件报价,数控钣金件设计
冲压折弯加工-钣金加工-管件折弯-折弯加工
联系人:
陈先生
QQ号码:
94780461
电话号码:
0592-6350566
手机号码:
17268228722
Email地址:
94780461@qq.com
公司地址:
福建省厦门市海沧区-洪塘村龙井社149-103
产品介绍
折弯件在机械加工生产中经常可以见到,例如将金属完成V形、U型等。在一般常见的情况下,金属折弯的情况有两种方法,一种是模具折弯,另外一种是折弯机折弯,前者适用于结构复杂、体积小、大批量的加工。后者适用于加工结构尺寸大,产量小的结构。 一、折弯机折弯 使用折弯机进行折弯,主要分为普通折弯和数控折弯两种。数控折弯主要用于加工精度要求高、折弯形状不规则的钣金折弯,其基本原理是利用折弯机的折弯刀、V型槽,对材料进行折弯和成形。其优点是装夹方便、定位准确、加工速度快,而缺点是压力小,只能加工简单的成形,效率较低。 二、数控折弯机折弯 数控折弯机是利用数控系统对于滑块的行政(凸模进入凹模深度)和后挡料器位置进行自动控制,为了实现对折弯工件的不同折弯交度和折弯边宽度的折弯成形。数控折弯机的工艺特点主要是生产率高,可以提高折弯件的精度,而且操作简单,节省中间堆放面积,减轻了劳动强度。 1、自由折弯 自由折弯是生产中普遍使用的方法,自由折弯主要利用的是凹模开口处的两个棱边和凸模顶点的棱边进行折弯,由凸模进入凹模的深度确定折弯角度。自由折弯需要的折弯力较小,使得模具的受力较缓和,对于延长模具的使用寿命有很大的帮助。但是板料的厚度和机械性能的不一致都会对于折弯角度造成一定的变化。 2、校正折弯 校正折弯是凸模对于工件的圆角和直边进行精压。在凸模向下运动的过程中,毛坯的角度会小于凹模产生回弹,直到要结束行程,凸凹模对毛坯进行校正,让它的圆角、直边、弯曲半径都向着凸模靠紧。 3、三点折弯 三点折弯是凹模入口处的圆角与其柱销表面组成三点,这三点准确的确定折弯角度。如果想要改变可调节的柱销的高度,可以得到不同的折弯角度。位于凸模和滑块间的液压垫,为了补偿滑块和工作台的挠曲变形,使材料在冲弯过程中沿着凹模全长接触这三个点。 液压垫压力在整个折弯长度上均匀分布,使凸模的这万里在折弯全长上也是均匀分布的。每块凸模为弹性支承,因此能自动适应凹模的折弯直线度和保证恒定的压力分布,这样就提高了折弯角度的精度和折弯交棱边的直线度。
相关推荐
查看更多产品
数控折弯加工-钣金件冲压折弯加工-管件折弯-钢板折弯加工
激光切割折弯厂家-激光切割折弯后的钣金件-厦门坜鑫源
厦门激光设备维修-激光设备维修厂家-厦门坜鑫源
弯管加工厂家-厦门海沧区弯管加工服务-厦门坜鑫源
CopyRight © 版权所有: 厦门坜鑫源科技有限公司 技术支持:
书生商务网
给我们留言吧
给我们留言
关闭
您好!如需帮助,请留言,我们将尽快联系并解决您的问题
您的姓名::
手机:
联系QQ::
留言内容:
关于我们