舟山市定海区赐力福塑料机械制造有限公司
主营产品:螺杆机筒,发泡螺杆机筒,注塑螺杆机筒,挤出螺杆机筒,片板螺杆机筒
首页
企业介绍
产品展示
商情信息
新闻中心
在线留言
产品相册
联系我们
您当前的位置:
首页
>
产品展示
>>
供应 赐力福 螺杆机筒 螺杆机筒的修复工程
产品展示
Products
供应 赐力福 螺杆机筒 挤出机螺杆机筒 厂家供应
供应 赐力福 螺杆机筒 片板螺杆机筒 厂家供应
供应 赐力福 螺杆机筒 平行双螺杆机筒 厂家供应
供应 赐力福 螺杆机筒 造粒机螺杆 厂家供应
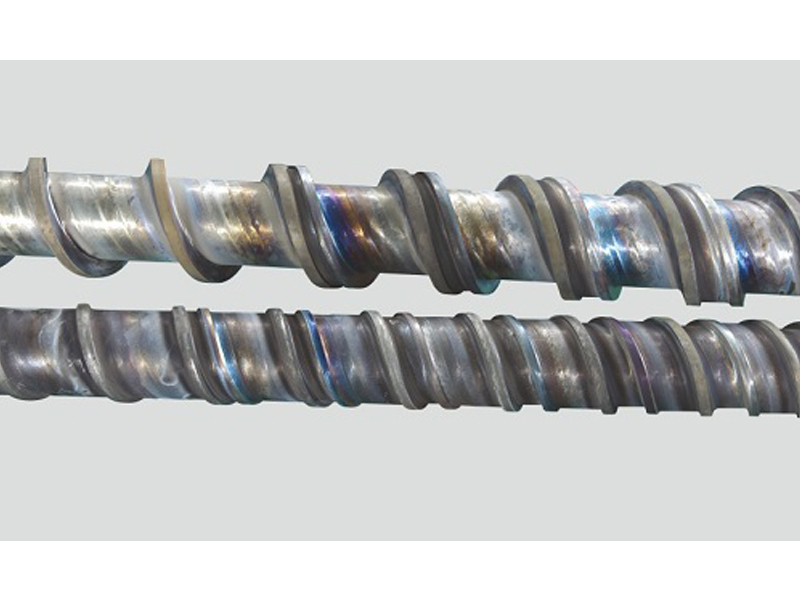
供应 赐力福 螺杆机筒 螺杆机筒的修复工程
商情展示
Business
舟山螺杆机筒厂家推荐_螺杆机筒的修复工程公司
优质注塑机螺杆机筒推荐,优质的注塑机螺杆机筒
浙江好的造粒机螺杆供应_螺杆机筒代理
螺杆机筒的修复公司|赐力福机械供应质量好的螺杆机筒
舟山专业的螺杆机筒推荐——供应螺杆机筒的修复
供应 赐力福 螺杆机筒 螺杆机筒的修复工程
联系人:
蔡兴洪
QQ号码:
909253258
电话号码:
0580-2381860
手机号码:
18957212585
Email地址:
zsclfjx@sina.com
公司地址:
浙江省舟山市定海区-舟山市定海区名竹苑10幢一单元601室A区
产品介绍
螺杆的修复的方法: 1、扭断的螺杆要根据机筒的实际内径来考虑,按与机筒的正常间隙给出新螺杆的外径偏差进行制造。 2、磨损螺杆直径缩小的螺纹表面经处理后,热喷涂耐磨合金,然后再经磨削加工至尺寸。这种方法一般有专业喷涂厂加工修复,费用还比较低。 3、在磨损螺杆的螺纹部分堆焊耐磨合金。根据螺杆磨损的程度堆焊1~2mm厚,然后磨削加工螺杆至尺寸。这种耐磨合金由C、Cr、Vi、Co、W和B等材料组成,增加螺杆的抗磨损和耐腐蚀的能力。专业堆焊厂对这种加工的费用很高,除特殊要求的螺杆,一般很少采用。 4、修复螺杆也可用表面镀硬铬方法,铬也是耐磨和抗腐蚀的金属,但硬的铬层比较容易脱落。 机筒的修复如下: 机筒的内表面硬度高于螺杆,它的损坏要比螺杆来得晚。机筒的报废就是内径直径由于时间磨损而增大。它的修复方法如下: 1、因磨损增加直径的机筒,如果还有一定的渗氮层时,可把机筒内孔直接进行镗孔,研磨至一个新的直径尺寸,然后按此直径配制新螺杆。 2、机筒内径经机加工修整重新浇铸合金,厚度在1~2mm间,然后 精加工至尺寸。 3、一般情况下机筒的塑化段磨损较快,可将此段(取5~7D长)经镗孔修整,再配一个渗氮合金钢衬套,内孔直径参照螺杆直径,留在正常配合间隙,进行加工配制。
相关推荐
查看更多产品
供应 赐力福 螺杆机筒 挤出机螺杆机筒 厂家供应
供应 赐力福 螺杆机筒 片板螺杆机筒 厂家供应
供应 赐力福 螺杆机筒 平行双螺杆机筒 厂家供应
供应 赐力福 螺杆机筒 造粒机螺杆 厂家供应
CopyRight © 版权所有: 舟山市定海区赐力福塑料机械制造有限公司 技术支持:
书生商务网
给我们留言吧
给我们留言
关闭
您好!如需帮助,请留言,我们将尽快联系并解决您的问题
您的姓名::
手机:
联系QQ::
留言内容:
关于我们