


产品详情 公司简介
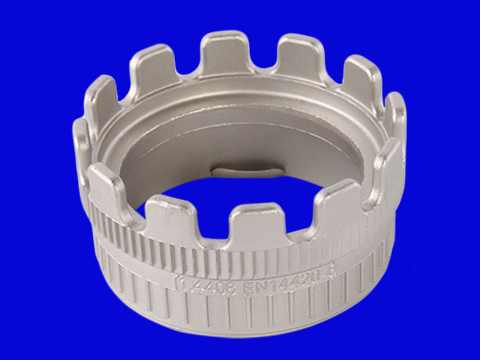
1.铸件结构的影响:a. 铸件壁厚,收缩率大,铸件壁薄,收缩率小。 b. 自由收缩率大,阻碍收缩率小。
2.铸件材质的影响:a. 材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。 b. 常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ, LM为型腔尺寸,LJ为铸件尺寸。K受以下因素的影响:蜡模K1、铸件结构K2、合金种类K3、浇注温度K4。
3.制模对铸件线收缩率的影响:a.射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模尺寸的影响很小。 b.蜡(模)料的线收缩率约为0.9-1.1%。 c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。 d.蜡模径向收缩率仅为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响(射蜡温度为57-59℃,温度越高收缩越大)。
4.制壳材料的影响:采用锆英砂、锆英粉、上店砂、上店粉,因其膨胀系数小,仅为4.6×10-6/℃,因此可以忽略不计。
5.型壳焙烧的影响:由于型壳的膨胀系数小,当型壳温度为1150℃时,仅为0.053%,因此也可以忽略不计。
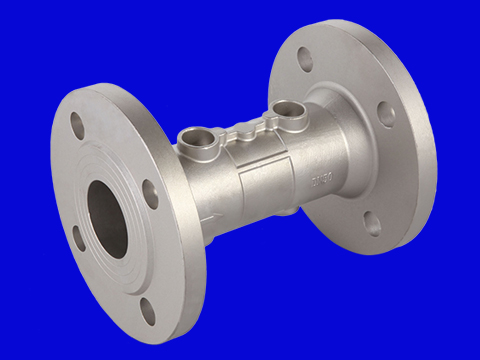
造成不锈钢精密铸造铸件尺寸精度缺陷的因素,主要是上面的几点,我们要避免出现上面的一些缺陷问题。












- 厂家直营杀鸡脱毛机
- 天津立式加工中心-大量供应优惠的立式加工中心
- 美国minco热电阻低价批发-西安市高质量的美国minco热电阻S14455哪里买
- 银川螺杆式空压机价格-质量好的汉钟螺杆式空压机在哪可以买到
- 辽宁轻型多级泵-供应辽宁省价格便宜的轻型多级泵
- 葫芦岛管道离心泵型号-双鸭山管道离心泵-河东管道离心泵
- 江苏干粉砂浆设备哪家好-可信赖的干粉砂浆设备在哪买
- 小型干粉砂浆设备-安徽干粉砂浆设备厂家
- 吉林毛豆滚筒清洗机种类-云南滚筒机流水线
- 云南毛豆滚筒清洗机规格-众萃机械毛豆滚筒清洗机要怎么买
- 塑胶滚桶抛光机供应商-口碑好的挂具式水磨滚桶抛光机哪里有卖
- 塑胶滚桶抛光机厂家批发-厦门金泰金研磨科技供应挂具式水磨滚桶抛光机
-
临夏酒店肯德基门报价 2021.05.05
-
天津INA精密直线轴承图片 2024.04.18
-
天津电机轴承加工厂家 2024.04.18
-
定西铁芯变压器维修报价 2024.04.18
-
宁夏空气源热泵热水器定制,家庭空气源 2024.04.18
-
吊装机械租赁哪里有 2024.04.19
-
嘉峪关建筑镀膜玻璃定做 2024.04.19
-
平凉防火挤塑板生产商,防火挤塑板生产 2024.04.19
-
新区石材台面抛光多少钱一平方 2024.04.19
-
嘉峪关绝缘导线报价 2024.04.19
-
湖南数字藏品品牌数字化哪里找 2024.04.19
-
嘉定猪猪侠动漫微博费用 2024.04.19
关于我们| 法律声明| 意见建议| 联系我们| 书生技术开发

联系热线: 15345921929 平台商务合作: 2810881989
邮箱: 2810881989@qq.com
手机书生商务网:http://m.booksir.com.cn
书生官方微博:新浪、腾讯






中国电子商务的知名品牌(b2b网站)书生商务网(www.booksir.com.cn)为全国中小企业提供了商情发布,网络营销平台,供求信息平台等相关全自动化服务。
E-mail: 2810881989@qq.com
联系电话: 15345921929
商务合作QQ:
 2810881989
网站信息处理客服QQ: 2810881989
2810881989
网站信息处理客服QQ: 2810881989
Booksir® 版权所有 ©2002-2024
备案号:闽ICP备2020019188号-2
